Albany’s Airports
One of the landmark events in aviation, Glenn Curtiss’s record-setting long distance flight to New York City, started from Albany – specifically Westerlo Island (sometimes also called Van Rensselaer Island, […]

One of the landmark events in aviation, Glenn Curtiss’s record-setting long distance flight to New York City, started from Albany – specifically Westerlo Island (sometimes also called Van Rensselaer Island, […]
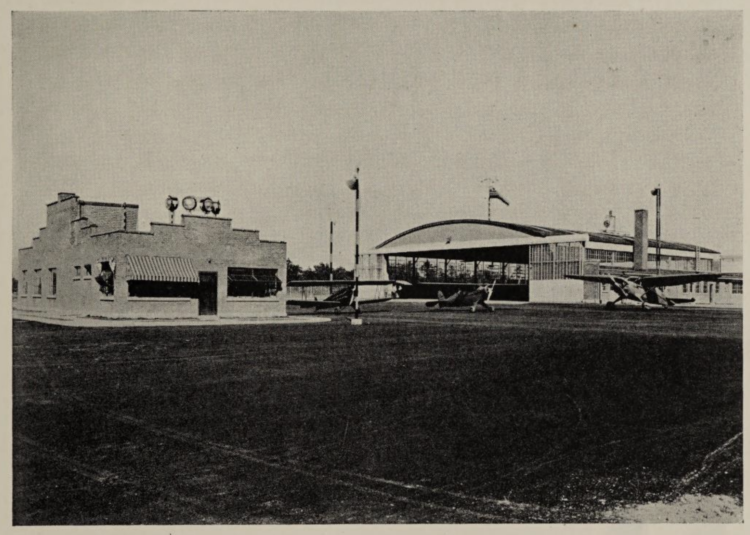
Last time around we talked about aviator Ruth Nichols’s devastating crash at Troy Airport. While nearly everyone in the area would be familiar with Albany’s airport and even Schenectady’s, the […]
Back in the early days of aviation, our area saw its fair share of famous flyers. After all, Glenn Curtiss launched a record-setting flight from the island that is now […]
Having devoted so much energy over the last few years to presenting something like History with a capital H, we’re getting back to presenting whatever catches my fancy. And after […]
While researching the Albany Bicentennial tablets, we tripped on the most curious little snippet in Joel Munsell’s Annals of Albany, in an article dated April 26, 1819: “A Mr. Peloubet […]
Well, that’s it. A project that I expected to complete within a few months ended up dragging out over the course of just about three years. In that time, I’ve […]
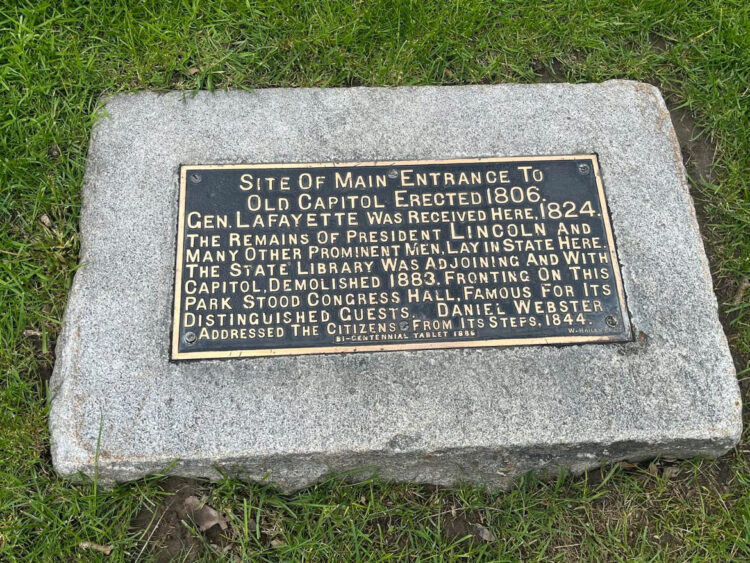
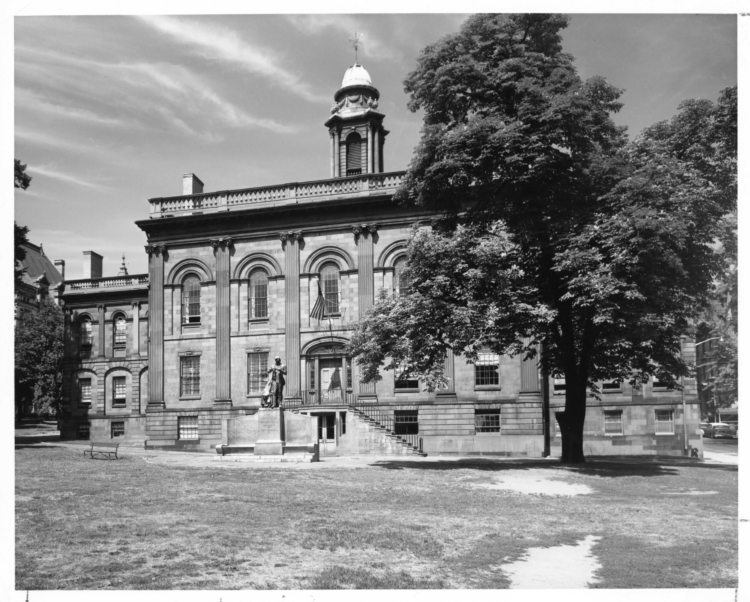
Here is the last of the several bicentennial tablets that were not recorded by the official Bicentennial Committee in 1886. Placed on the grounds of the new east Capitol Park […]
We’re glad that the Bi-centennial Committee saw fit to recognize several Jewish congregations, having given considerable attention to various individual Christian churches, but we’re sorry to say that the marker […]
Another tablet not listed in the official publication of the Albany Bi-Centennial Committee, and another one we’re not sure survives. In 1914, the Albany Argus said this had been placed […]
In 1914, The Albany Argus noted a number of bicentennial markers that for some reason were not included in the Albany Bi-centennial Committee’s official list published in 1886. This one, […]